


Once mold manufacturing begins, even a small design change can require welding, remachining, new inserts, or another trial. Problems missed during early review often appear later as sink marks, difficult ejection, dimensional variation, or assembly failure.
A custom injection molding manufacturer should do more than build a mold and operate a press. Before approving tooling, you need to understand how the supplier will review your design, validate the mold, control production, and support future changes. The following ten questions help uncover those capabilities.
Why Supplier Evaluation Should Happen Before Tooling
Before tooling, the part geometry, gate position, tolerances, material, and production strategy can still be adjusted. Once steel has been cut, many of those decisions become harder and more expensive to change.
| Before Tooling | After Tooling Begins |
| Geometry can still be adjusted | Changes may require mold rework |
| Gates and parting lines can be reviewed | The basic mold structure is partly fixed |
| Tolerances can be prioritized | Tight requirements may require repeated trials |
| Assembly risks can be discussed | Problems may appear during sample assembly |
| Tooling can match expected volume | Changing cavity count becomes expensive |
A machine list or low mold price does not explain how the supplier will manage these risks. You need to ask how the project will actually be executed.
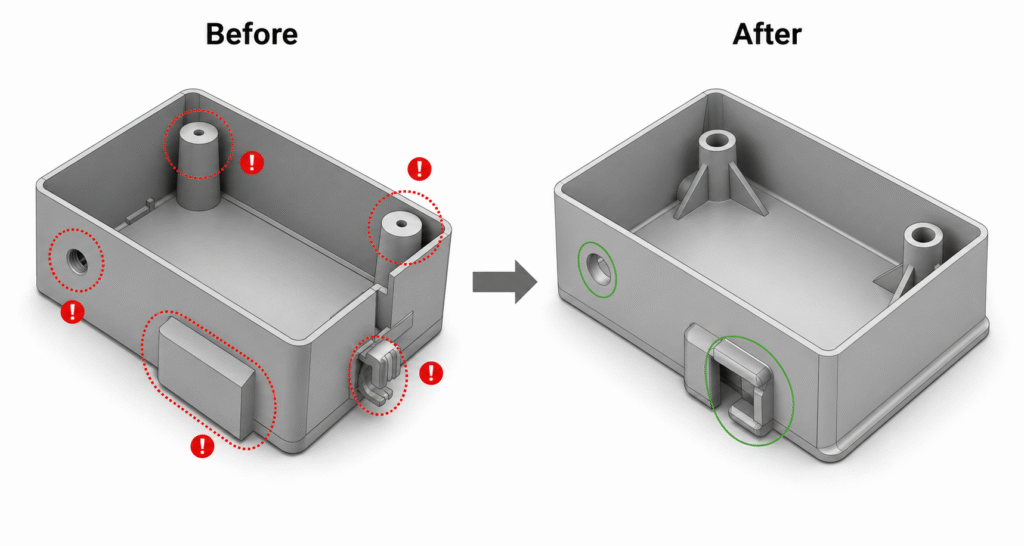
1. Will You Provide a DFM Review Before Tooling?
A useful DFM review should examine wall thickness, draft angles, ribs, bosses, undercuts, gate location, parting lines, ejection, sink risk, warpage, cosmetic surfaces, and assembly features.
The report should not be limited to an automatically generated color map. A capable supplier should explain why a feature creates risk and suggest a practical change. It should also distinguish between issues that must be corrected, improvements that are recommended, and risks that can be managed through tooling or process control.
HingTung uses DFM to review wall thickness, draft, undercuts, gates, parting lines, ejection, and assembly risks before mold manufacturing begins. This type of review gives your engineering team an opportunity to approve changes before they become tooling modifications.
2. Is the Mold Designed and Built In-House?
Ask who is responsible for mold design, CNC machining, EDM, wire cutting, polishing, assembly, trial molding, and later modifications. You should also know whether the trial press and the planned production press are located at the same facility.
An internal toolroom can make communication between mold engineers and process technicians more direct. When a T1 sample shows flash, poor venting, or ejection marks, the problem can be returned to the mold department quickly.
That does not mean outsourced work is automatically poor. Some suppliers use qualified specialist partners. The important point is to confirm who owns the schedule, drawing versions, inspection, modification decisions, and final responsibility when a tooling issue occurs.
3. Have You Molded Similar Materials and Parts?
Do not stop at asking whether the supplier processes ABS, PC, PA, PP, or POM. Confirm the exact grade, glass-fiber content, flame rating, UV requirement, chemical resistance, drying conditions, mold temperature, shrinkage behavior, and documentation needs.
Part structure matters as much as the material name. Ask whether the custom injection molding manufacturer has handled parts with similar thin walls, deep ribs, snap fits, transparent surfaces, threaded inserts, overmolding, tight connector features, or waterproof assembly requirements.
A factory may process standard PC every day but have limited experience with a flame-retardant grade requiring controlled drying and a high cosmetic standard. Request examples that resemble your geometry and acceptance requirements rather than only your general industry.
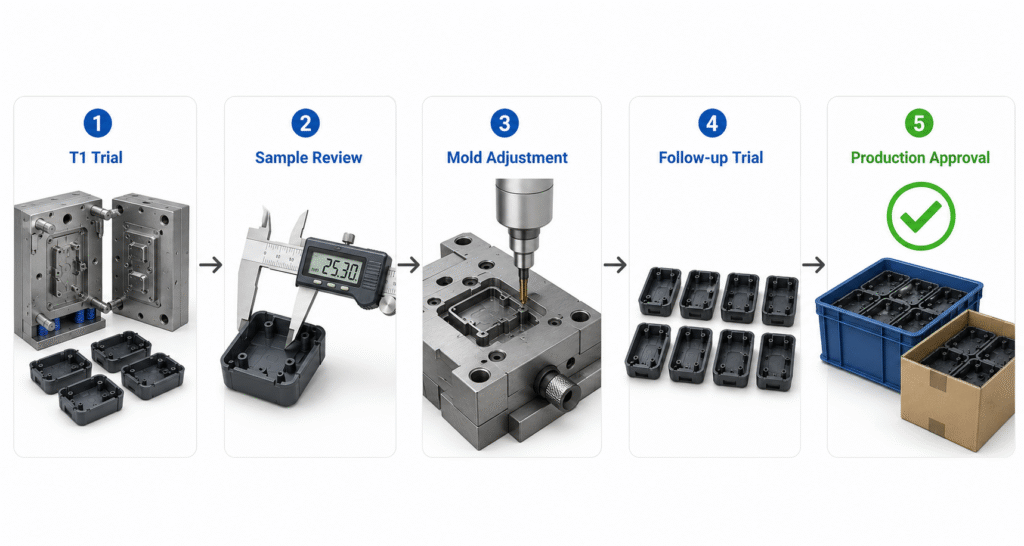
4. How Will You Validate the Mold Before Production?
Tool completion is not the same as production approval. Ask the supplier to explain the full path from T1 to a stable mass-production process.
| Validation Stage | What to Confirm |
| T1 trial | Filling, ejection, appearance, and basic dimensions |
| Sample review | Defects, measurements, and assembly issues |
| Mold adjustment | Steel changes, venting, cooling, gates, or texture |
| Follow-up trial | Confirmation of corrections and repeatability |
| Production approval | Approved sample, inspection standard, and stable process |
Before placing the mold order, confirm how many trial rounds are included, how many samples will be supplied, whether dimensional reports are part of the quotation, and how modification costs are handled.
You should also agree on the approval standard. A visually acceptable sample is not enough when the part has critical mating dimensions, sealing features, or functional assembly requirements.
5. Can the Equipment Match the Part and Mold?
The number of injection molding machines tells you very little without their specifications. Ask which press is planned for your mold and why it is suitable.
The supplier should consider clamping tonnage, shot capacity, tie-bar spacing, mold dimensions, mold thickness, resin preparation, mold-temperature control, hot-runner connections, robot handling, and insert-loading requirements.
A larger machine is not automatically better. An oversized press may increase operating cost and make process control less efficient. An undersized machine may not provide enough clamping force or injection capacity. The planned press should match the projected area, part weight, material behavior, and physical mold size.
6. How Will Critical Dimensions and Cosmetic Areas Be Controlled?
Avoid describing every dimension as critical. Identify the features that affect fit, sealing, movement, electrical alignment, or product function. Then ask how each one will be measured.
Confirm whether the supplier will use calipers, gauges, fixtures, CMM inspection, or functional assembly checks. You should also define first-article inspection, in-process sampling, final inspection, and record retention.
Cosmetic requirements need their own standard. Agree on color references, gloss, texture, weld-line limits, flow marks, sink marks, gate vestige, parting-line flash, and acceptable scratches. An approved appearance sample is often more useful than general wording such as “no visible defects.”
The inspection plan should separate functional, assembly, cosmetic, and general requirements so resources are focused on the features that matter most.
7. Can Production Scale With Future Demand?
A supplier that can complete a small initial batch may not automatically support a growing OEM program. Discuss the initial order, normal monthly demand, peak orders, annual volume, and expected product life.
Ask how the supplier would respond if demand doubled. Possible options may include an additional shift, a backup press, a second mold, more cavities, or partial automation. Resin availability, labor, packaging capacity, and warehouse space should also be considered.
For long-term projects, confirm how mold life will be monitored and when major maintenance or replacement tooling may be needed. Production growth should be planned before the existing tool becomes a bottleneck.
8. Which Secondary Operations Are Managed by the Same Supplier?
Many molded parts still require printing, painting, laser marking, ultrasonic welding, heat staking, insert installation, adhesive bonding, assembly, functional testing, or custom packaging.
Not every operation must be completed internally. However, you should know which processes are performed by the molding supplier and which are sent to outside vendors. Ask who controls incoming inspection, work-in-process quality, defect handling, scheduling, and final release.
HingTung’s custom injection molding services cover mold development, molding, secondary finishing, assembly, inspection, and packaging, allowing these stages to be managed within one project plan.
This matters when a cosmetic or assembly defect could come from either the molded part or a later operation. A clear responsibility structure prevents delays between multiple suppliers.
9. How Will Project Communication Be Managed?
Injection molding projects usually involve several drawing versions, DFM comments, trial reports, corrections, and approval decisions. Weak version control can cause the wrong CAD file or drawing revision to reach the toolroom.
Confirm who will be your main project contact and who answers technical questions. Ask how often progress reports are issued, how tooling milestones are recorded, and how changes are approved.
A practical communication plan should cover drawing revision control, DFM approval, weekly updates, trial reports, issue escalation, shipping coordination, and engineering-change requests.
The better question is not simply whether the supplier communicates in English. It is whether your project information will move accurately between sales, engineering, tooling, production, quality, and logistics.
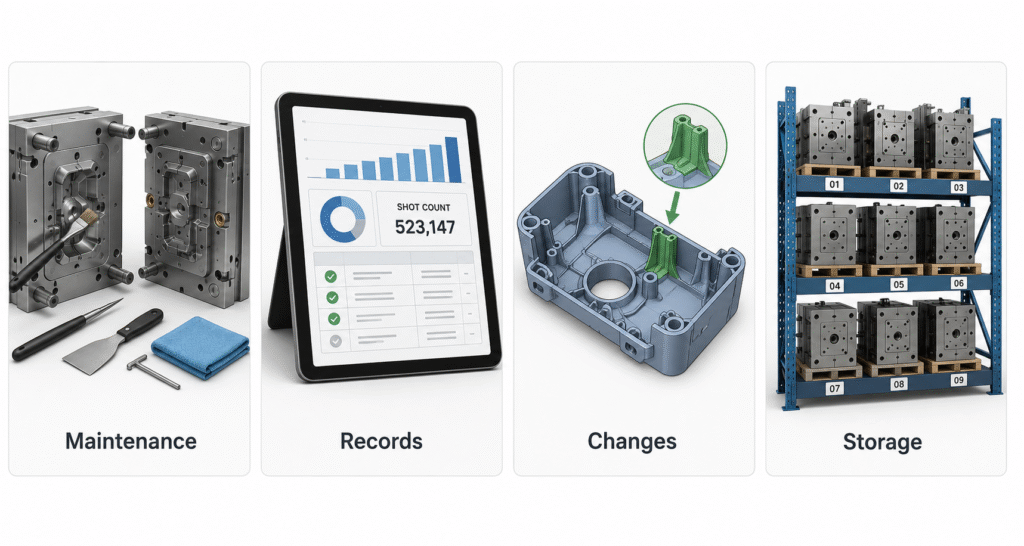
10. What Happens After the Mold Enters Production?
Supplier evaluation should not end when the first samples are approved. A production mold may remain with the factory for years and require cleaning, lubrication, wear-part replacement, corrosion protection, and engineering changes.
| Long-Term Item | What to Confirm |
| Mold ownership | Who legally owns the completed tool |
| Storage | Where and how the mold is stored |
| Maintenance | Cleaning, inspection, and wear-part replacement |
| Production records | Shot count, repairs, and approved process data |
| Engineering changes | How future modifications are requested and approved |
| Mold transfer | Conditions for moving the tool to another facility |
Ask whether the supplier records shot counts and repair history, keeps spare inserts for wear areas, and stores approved process parameters. Ownership and transfer terms should also be written clearly before tooling starts.
These points are especially important for a long-term production program. Changing to another custom injection molding manufacturer becomes more difficult when records, spare parts, and ownership responsibilities are unclear.
A Practical Supplier Evaluation Scorecard
You can convert the ten questions into a simple scorecard. Adjust the weighting to reflect your product rather than treating every project the same.
| Evaluation Area | Suggested Weight |
| DFM and engineering support | 20% |
| Mold design and manufacturing | 20% |
| Material and process experience | 15% |
| Mold validation and quality control | 15% |
| Production capacity | 10% |
| Secondary operations and assembly | 10% |
| Communication and project management | 10% |
A medical component may place more weight on material control and traceability. An electronics housing may prioritize appearance, finishing, and assembly. A large automotive tool may require greater emphasis on mold engineering and project management.
The score should support your decision, not replace sample evaluation, technical discussion, and a review of similar completed projects.
Conclusion
Before choosing a custom injection molding manufacturer, confirm how the supplier will manage DFM, mold construction, validation, production control, secondary operations, communication, and long-term mold support. Equipment and price matter, but they do not explain how the project will perform after tooling begins.
HingTung Injection Molding Manufacturer provides support across DFM, mold design, tool manufacturing, injection molding, finishing, assembly, inspection, and packaging. For teams planning a custom plastic project, HingTung may be worth following for practical insights into tooling and production.