


- File name Figure 1: beyond-melting-warping-data-driven-hero.jpg
Introduction
Engineers and procurement managers in the process of choosing plastic CNC machining services for products including medical devices, aerospace components, or consumer electronics have to deal with recurring and costly problems, namely ABS thermal warping, Nylon moisture absorption, excessive expense of PEEK, and thin walls that deform over 0.1 mm. Such problems become the source of delays, extra costs, and decreased reliability of their work.
It is mainly because of the use of standard metal parameters and machining principles when working with plastic materials while not taking their thermodynamic and viscoelastic properties into consideration. Such an approach leads to trial-and-error cycles that consume considerable amounts of money and time while producing no result. Therefore, this article presents a systematized and research-based guide for CNC machining of plastics. It will analyze specific machining parameters and methods used in working with ABS, Nylon, and PEEK plastics.
What are the Basic Differences in Metal vs. Plastic Machining Processes?
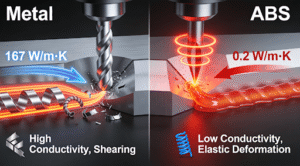
The biggest problem with the engineering plastics machining process lies in the treatment of plastics in the same way that metals would be treated. The basic differences revolve around heat conductivity, elastic modulus, and softening processes. Metals have a quite high thermal conductivity meaning they can carry heat away from the cutting zone effectively. On the contrary, plastics do not conduct heat well, so the heat stays concentrated in one place which may lead to melting and very poor finishing. While metal surfaces usually suffer from plastic deformation, plastic surfaces slightly change their shape and return back to the original one. This causes the workpiece surfaces to end up rolling inwards around the tool tip. Operating efficiently through machining a workpiece will call for the adoption of a completely different tool line-up, methods of cooling, and process parameters rather than just making a few changes.
- File name Figure 2: metal-vs-plastic-cutting-physics-infographic.jpg
- The Need for Thermal Management: Heat production and its disposal constitute the key difference.
- Metal is a good heat conductor (conducts heat quickly ~167 W/m·K) whereas plastics do not conduct heat well (0.2 W/m·K). In metal cutting operations, heat is dissipated through the formation of a chip and from the material itself. But in the case of plastics, the heat remains localized at the interface, resulting in an increase in the local temperature to levels above the glass transition temperature, resulting in gummy plastics and inaccuracy in dimensions.
- Controlling Elasticity and Forces: Metals are cut whereas plastics can be described as pushed and then probably they spring back to their original shape. Due to the low elastic modulus of a polymer, it will bend when the stress exerted by the cutting tool is applied. If the cutting tool is dull or the feed rate is too high, instead of the material shearing, the material will bend elastically ahead of the tool, thereby resulting in surface irregularities, burrs, and incorrect shapes. After the cutting tool is removed, the workpiece will change its shape, thus altering the dimensions of the holes and cavities. Therefore, the use of sharp cutting instruments and accurate force regulation during machining are what make the process possible.
- The Results of Poor Parameter Application: When one uses a normal aluminum cutting routine on materials such as Delrin or ABS, they are setting themselves up for disaster. The high feed rates and cutting depths used in metal cutting would result in excessive heat in plastic cutting. The chips will not be broken but formed into long strings that can go back and cut again on the material’s surface. The cutting forces could even bend thin parts instantly. In addition, coolants that work well with metals may corrode certain types of plastics. Understanding that engineering plastics machining requires an entirely different approach is the first step to achieving excellent results.
How to Avoid Heat Distortion in ABS and Ensure Precise ABS CNC Machining
Heat distortion avoidance is the key to precision when working with ABS. Ideally, the temperature at the point of cutting should remain significantly lower than the glass transition temperature of ABS (105°C). For this purpose, a combination of special tool design, focused cooling, and proper selection of machining parameters must be used. Warps drop from 0. 25 mm to 0. 08 mm or less, ABS becomes dependable for real-world parts. Layer-by-layer cuts with cooling keep temps stable. This way, you avoid distortion and maintain part integrity. Proper setup prevents shrinkage and cracking. Always test early batches under actual conditions. For more detailed information on machining techniques for ABS, please refer to this detailed guide on plastic CNC machining services.
1. Efficient Tool Design for Cool, Clean Machining
Choosing a proper tool is absolutely crucial here. Tools for ABS should have an increased positive rake angle (20-25°). Such a tool design implies that its cutting edge is acute, thus applying less downward and radial force on the surface, which reduces friction and prevents the spring-back effect caused by heat. Polished flutes help not allow chips to stick and to re-cut them. A typical aluminum machining tool with a neutral or negative rake would be counter-productive here and would result in overheating, rough surface, and imprecision, thus defeating the purpose of providing precise CNC machining services.
2. Targeted Cooling with Compressed Air
ABS is not always the best choice when the parts are cooled down using liquid coolants since the sudden thermal shock or absorption of the liquid might lead to the damage of the parts. So, providing high-pressure (0. 6-0. 8 MPa) compressed air directly on the cutting area is extremely necessary. Compressed air achieves three things at the same time: it first clears the chips before they get re-cut; secondly, it cools the cutting area; thirdly, it helps to break the chips. The bottom line is continuous and well-directed use of compressed air. In any other case, the chips will be accumulated with each pass, and the part will be heated.
3. The “High Speed, Light Cut” Cutting Parameters Strategy
The selected parameters need to be compatible with the tool and the cooling technique used. By using a high spindle speed (such as 12,000 – 18,000 RPM), high cutting speed results, which will help in creating a better shear cut, while reducing force per flute on the tool. The cutting speed will thus be high and will include a small depth of cut (i.e., 0.5 – 1.0mm) and a medium feed rate. Using this technique will limit the amount of material to be cut at a time, helping in the dissipation of overall heat generated. Heat will be allowed to escape during light, rapid passes.
What Methods Can Guarantee Dimensional Stability for Hygroscopic Materials Such As Nylon?
The process that guarantees dimension stability for Nylon must include a comprehensive strategy against moisture, beginning from the very start of the raw material right up until the end of production of the part. Being a hygroscopic material, Nylon actively takes in moisture from the atmosphere, which may cause the parts to swell by 0.3% or even higher after machining. The process will therefore involve a complete cycle of preconditioning, control of environment during processing, and stabilization after machining. This will ensure that the part is machined in the condition that corresponds to its equilibrium position in service.
1. Pre-Machining Treatment and Drying of the Stock Material
This step occurs before any actual machining is done. First, the nylon has to be dried in a dehumidified environment in an oven heated to temperatures of around 80 to 90 C. The length of this step can vary from 4 to 8 hours depending on the weight of the material and its initial water content. The desired end point is a bone-dry state, i. e. a water content less than 0. 1%. It’s very important that the material remains bone dry before machining because when taken out of the oven, the nylon will very quickly pick up moisture from the air.
2. Control of Environment and Machining Process
Environmental conditions during the machining must be well managed. Ideally, the machining should be done in a climatized workshop where the temperature and humidity are controlled (around 23C, 45% relative humidity). Further, when machining a nylon component, the main point of the approach should be the utilization of very sharp cutting tools and the prompt clearing of chips. The idea behind this approach is that it will prevent any additional introduction of stress and heating which would interact with nylon material properties. By using sharp tools and parameters, one can ensure that a stable surface will be obtained.
3. Post-Machining Treatment
However, the machining is just the first stage. After it is completed, the component will go through stress relief or conditioning. The procedure involves a short bake at a low temperature to relieve internal stresses resulting from machining. Afterward, the part is packaged immediately in a moisture-barrier package. The goal of this procedure is to prevent the component from absorbing water and expanding. For certain custom plastic parts, such packaging may also include desiccants. This whole series of measures allows achieving tolerances, for example, as tight as ±0.05mm in the case of nylon parts.
Can High-End Plastics Such As PEEK Be Machine Efficiently?
While the cost-efficiency of machining PEEK is a difficult process, it certainly does not mean that it is impossible. Although the cost of the raw material is costly, the overall cost of machining is determined by the material wastage, tool wear, and prolonged cycle times because of its high melting point (343°C) and abrasiveness. There are steps that one can take to bring down the costs involved such as using high-quality tooling, cooling to ensure fast machining processes, and efficient toolpaths for reduced machining time. For projects with strict performance requirements, it is crucial to seek out suppliers with extensive experience in processing high-performance materials — such as PEEK — to produce custom precision CNC-machined parts.
H3: 1. The Costly Necessity of Custom Tooling
The use of conventional carbide tools to work on PEEK material comes with a high price tag. This material’s filler components will dull conventional tools in minutes. Polycrystalline Diamond (PCD) and diamond-coated tools should be used for such applications. Despite their higher price tags (5-10 times that of carbide), they last longer (3-5 times) due to their wear resistance. They minimize tool changeover times, improve consistency and lower the cost per part. Tool geometry is also critical as it needs to consist of sharp edges and polished flutes.
2. The Power of High-Pressure Coolant
Heat is a major problem for tool life and material performance in PEEK milling processes. The use of high-pressure coolants (at least 5 MPa) is necessary for efficiency. Cooling of the cutting edge with the help of a coolant is vital for breaking chips, minimizing temperatures during machining and preventing the material from melting. Good heat management makes it possible to use aggressive parameters while also preserving part integrity.
3. Process Optimization and Waste Reduction
Each stage of the process needs to be optimized for PEEK. From nesting the parts to ensure that the minimum amount of waste occurs during cutting, to the strategy used for toolpaths that involves trochoidal or adaptive clearance cutting to keep heat and tool engagement consistent, each step of the process is optimized for efficiency. Roughing and finishing steps are also planned carefully to maximize the removal of bulk material and leave as little stock for the finishing pass as possible. In doing so, the whole process can be seen from the perspective of cost-efficient machining of plastics.
What Are the Solutions to the Biggest Obstacles Faced in Prototyping Thin-Walled and Complicated Plastic Parts?
Thinning walls in plastics prototyping require solving two major problems – dimensional stability in the face of cutting forces and heat-induced distortion. It needs going above and beyond traditional machining and incorporating smart fixtures, dynamic toolpaths, and advanced modeling techniques. The key is to provide equal support, minimize pressure on specific areas, and control heat dissipation in order to create fine features exactly as planned. Only such an approach allows for producing a prototype that can be used later to confirm fit, form, and functionality.
1. Advancing Fixturing: Distributed Load is Crucial
Traditional vises and clamps create localized loads which will deform the thin components. The alternative fixturing options include either vacuum holding or specifically-designed, modular low-profile fixtures. In the case of vacuum fixture, all surfaces experience distributed loading, thereby avoiding localized loads which may deform the thin component. For complex geometries, special purpose-made soft jaw fixtures which cradle the workpiece are used. The principle here involves the provision of support rather than the gripping action alone to enable high precision machining without creating any pre-load into the component.
2. Optimizing “High Speed, Light Cut” Dynamic Machining
In order to match the effect of an optimized fixture on deformation control, a machining strategy which complements this need should be adopted. This involves use of high spindle speeds (for instance between 18,000 – 24,000 RPM), light cuts at the same time employing high feed rates. It is important to keep the cutting forces acting radially against the thin wall to avoid deflection and resultant vibration. The cutter takes many passes in a relatively short period with minimal removal of stock from the workpiece.
3. Use of Simulation to Predictively Solve Problems
Even before the first slice is made, the application of FEA simulations can prove revolutionary. In this way, engineers will be able to simulate the forces that arise during the slicing process and the reaction of the fixture. This allows predicting those points where deflections or stress concentrations will occur. On this basis, one may change the sequence of cutting or the direction of the tooling. One can even add extra support to the fixture through virtual prototyping. As a result, the machining of costly prototype materials becomes a relatively safe practice.
What Should Your Audits Prioritize when Considering a Partnership for Plastic CNC Machining?
The right plastic CNC machining partner should be selected through an extensive audit process that considers more than the list of machinery available at a potential supplier’s facility. Instead, the audit should focus on system capabilities that are reflective of proficiency in materials science and control techniques. Critical factors that must be taken into account here include the supplier’s qualifications for quality management certification programs, their environmental control capability, a dedicated process and tooling database for working with plastics, and a first-article inspection process. All of these criteria ensure consistency and precision, making them essential for any industry that is safety critical.
- Quality Management System & Material Traceability: A certification is the cornerstone of a systematic process. ISO 9001:2015 certification implies that there is a basic level of documentation and constant improvement of procedures. When working on automotive, medical, or aerospace projects, it is necessary to have either an IATF 16949 certification or AS9100D certification because there is a higher level of control required in terms of product safety and traceability. Ask them whether they can show you any certificates regarding the material used in your work.
- Environmental Controls & Specialty Tooling Infrastructure: Request to see their machining facility environment. Are their temperature and humidity controls set up? For polymers such as Nylon, environmental control is no longer a perk but rather an absolute requirement. Look at their tool inventory. Do they own specialty, sharp cutting tools with high-rake angles that are designated specifically for certain kinds of plastic materials? An experienced partner will be able to provide you with a list of proven processing parameters (feeds/speeds/depth of cuts) for various plastic types and families.
- Metrology & First Article Validation Process: Lastly, question their inspection and validation processes. What measuring equipment do they have? For validating complex plastic components, a Coordinate Measuring Machine (CMM) becomes indispensable for inspecting plastic parts according to 3D CAD model specifications. Ask for a representative example of their FAIR. In addition to dimensional data with deviations, a proper FAIR must contain a reference number for material certification, as well as pictures.
Conclusion
To successfully maneuver the CNC machining of engineering plastics, it is imperative to shift from a monolithic approach to metal working to a scientifically grounded perspective on plastic manufacturing. The solution lies in tackling the specific issues related to heat dissipation in ABS, moisture protection in Nylon, and cost drivers in PEEK. The proper handling of these issues will allow manufacturers to use these materials not only as a source of frustration but also as an invaluable asset for creating high-performing components.
FAQs
Q: What is the most frequent mistake when transitioning to plastic materials during CNC machining?
A: The most frequent and costly mistake is that one uses the same parameters he would use for metal material. Plastic has lower thermal conductance and elasticity. Fast cutting speeds result in an enormous amount of heat generation and lead to burning, melting, and deformation. Successful machining calls for a total change of approach – usage of high rake sharp tools, usage of non-liquid cooling systems (like compressed air), and a light cut high speed approach.
Q: How important is the pre-drying of material prior to machining it, specifically of nylon material?
A: Pre-drying is very important in such cases. Plastic takes up moisture from the atmosphere by 0.2-0.3%, resulting in post-processing deformation. Drying should be carried out by baking stock material at temperatures of 80-90°C for 4-8 hours. Moisture content should not exceed 0.1%. Afterward, it should be placed in sealed containers to preserve its dry state until the actual manufacturing process.
Q: Why does the price increase even if the material cost is excluded when machining PEEK?
A: Cutting speed drops because the material resists deformation fiercely. Its melting point hits 343°C, hard to work with. Regular tools wear out fast; PCD tools are needed instead. They’re costly and slow to install. Coolant pressure must stay high. Machining takes longer than usual. Total cost includes raw material, tool price, and extra time spent.
Q: Is it possible to maintain the same level of tolerance on plastic parts as metal?
A: It is harder but achievable when done with experience. In engineering plastics, ±0.05mm is attainable. To accomplish tighter tolerances, it calls for excellent thermal control, stress-free workholding, consistent environment, and finishing after the process. The crucial thing is planning the design of the part and process around the material.
Q: What would be the best surface finish treatment for wear resistance in plastics?
A: It will be a compromise between price and quality in terms of media blasting and a subsequent UV hard coat application. Media blasting is effective in surface preparation and cleaning, and at a relatively inexpensive price. The additional wear and chemical resistance provided by a UV coating along with increased hardness of the surface make this combination very cost-efficient compared to special plating methods. This is widely used for housings, gears, and jigs.
Author Bio
The author is an expert in precision manufacturing and advanced technologies of material processing with extensive knowledge in machining engineering polymers scientifically. The mentioned knowledge is implemented into practice based on LS Manufacturing that offers manufacturing services covering the entire range of services starting from prototypes through to production. The company works following the requirements of its certified management systems which include ISO 9001, IATF 16949, AS9100D. For professional evaluation and accurate pricing of your future engineering plastics order contact us and use our CNC machining services.